产品目录
联系方式
联系人:业务部
电话:0576-6167853
邮箱:service@fuhsinpacking.com

奥贝球取代高铬球的趋势 |
| 编辑:台州乐清天网防爆电器有限公司 字号:大 中 小 |
| 摘要:奥贝球取代高铬球的趋势 |
奥贝球铁钢球采用符合我国国情的廉价的以Mn、Si合金元素为基础的多元合金,以及强化孕育变质处理新技术,创新的利用等温连续冷却淬火+余热等温回火工艺。与其它钢球的对比效果如下: 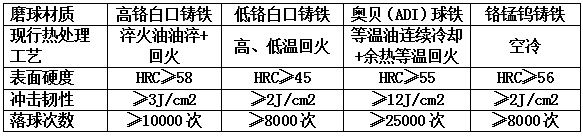 为了解决在大规模生产中产品质量的稳定性、一致性问题。对钢球的熔炼、成型浇注、热处理等一系列工装设备都需要进行全面的提升和改造。铸造采用了铁型覆砂机械化铸球生产线,热处理设备全部改为全程自动控制的连续加热炉淬火生产线和等温炉回火生产线。检测中心引进了德国超谱Q6真空光谱仪、高倍金相显微镜、高频红外碳硫分析仪、冲击韧性试验机。洛氏硬度计、落球试验机等尖端检测设备,不仅大大提高了劳动生产率,改善了操作工人的劳动强度和环境条件,而且铸球生产质量和品质得到了明显提高和稳定。解决了在大规模生产中最终产品质量的稳定性和可操作性问题。 高铬钢球采用油淬火工艺其硬度高达58-62HRC,不但耐磨且韧性很好。传统工艺钢球是风淬火,它有一定的局限性,风淬火不能达到激冷效果,且迎风面与背风面温度不一样,造成钢球在使用过程中容易变形。传统工艺产品的浇铸冒口处的硬度比其它地方的硬度要低 2 个硬度左右,在使用过程中浇铸冒口处容易凹下去成苹果状,影响研磨效果及磨机级配稳定,这是传统工艺无法克服的弊端。 在高铬球和ADI球的对比试验中,在 3.2 × 3.6m 格子型球磨机进行对比,原先使用高铬铸球,台时量 39-40 吨 , 处理原矿球耗为 1kg ,工作电流为 67-68A ,球耗较高而且破碎率较高、失圆率较高。使用我厂奥贝球,情况如下: 1. 破碎率:磨机内磨球无破碎、裂纹,碎球率几乎为零。 2. 球耗:加工原矿39867吨,消耗钢球合计 22.22 吨,奥贝磨球吨球耗 0.77kg/T 。 3. 台时量:44-45吨。 4. 工作电流:50-60A。 5. 噪音:磨机噪音降低 5 分贝。 从实验对比数据可以看出奥贝体球墨铸铁钢球在矿山湿法磨中性价比优于高铬铸球,特别在使用过程中表面硬度还会不断提高,表面硬度达到60-63HRC。因为 ADI 在受力发生塑性变形时 , 奥氏体会发生相变 , 转变成马氏体而显著强化。可以预见将来这种材质可以在耐磨材料领域得到广泛应用,特别是选矿行业随着规模化的扩大,磨机直径也越来越大,例如鞍钢钓军台选厂、德兴铜矿、铜陵铜矿、磨机直径都在 5M 以上 , 这样 大直径磨机采用的大规格的磨球,高铬、低铬大球是不能胜任这种工矿条件,可以优先考虑奥贝体材质的钢球,因为这种类型材质韧性比铬系白口铸铁高得多,不容易破碎,特别适用于矿山湿磨工矿条件使用。这是未来在矿山替代铬系铸球的产品,奥贝磨球开启了中国耐磨材料行业高效、节能、降耗的新时代。 |
| 上一条:三星重启电力芯片事业 | 下一条:2012年光伏装机量美洲市场同比增长120% |